位置:
产品中心
·
液压缸体系列
深孔镗加工
珩磨加工
液压缸体系列
油缸系列
液压油缸系列
液压系统系列
输送缸系列
活塞杆系列
固井工具(回接筒)
油缸缸筒(减震阻尼器)
非标缸筒/钢管定制加工
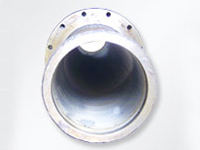
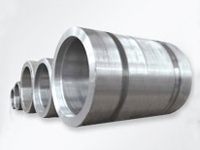
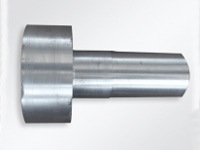
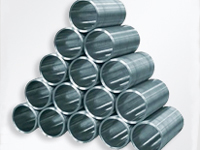
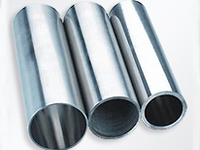
液压缸体系列
液压缸体修理工艺:
1、用氧-乙炔火焰烤划坏部位(掌握温度,以免表面退火),将常年渗金属表面的油烤出来,烤到没有火花四溅。
2、将划坏部位用角磨机表面处理,打磨深1毫米以上,并沿导轨打磨出沟槽,建议是燕尾槽。划坏两端钻孔加深,改变受力情况。
3、材料在24℃下达到各项性能需要24小时,为了节省时间,可以通过卤钨灯增加温度,温度每上升11℃,固化时间就会缩短一半,固化温度70℃。
4、材料固化后,用细磨石或刮刀,将高出导轨表面的材料修理平整,施工完毕。
2019/12/21 15:06:25
2026
上一条
下一条
网站首页
公司简介
产品中心
行业资讯
修复案例
维修车间
企业文化
联系我们
×